
- 非IC关键词
企业档案


产品分类
- 双集型RAM(3)
- SRAM (MOS型静态存储器)(1)
- 双向可控硅(晶闸管)(1)
- 可控硅(晶闸管)模块(1)
- 力敏传感器(2)
- 其它LED生产线制造设备(1)
- 半导体晶体材料(7)






产品信息
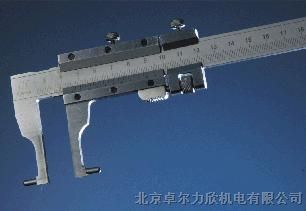
游标卡尺,是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。若从背面看,游标是一个整体。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的条刻度线恰好与尺身的1毫米刻度线对齐。同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度.
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
成量游标卡尺产品应用;
测量工件宽度
测量工件外径
测量工件内径
测量工件深度
用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差.
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时.
当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。测量时,可以轻轻摇动卡尺,放正垂直位置,图2-6所示。否则,量爪若在如图2-6所示的错误位置上,将使测量结果a比实际尺寸b要大;先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。

成量游标卡尺产品介绍;
以上是对游标卡尺的介绍,包括其读数、使用方法以及其应用等内容,由于游标卡尺是种比较精密的量具,现已经被广泛应用于工业测量长度上,随着科学技术的发展以及行业的不断壮大,检测仪器数字化是当前及未来仪器的普遍趋势,而且对工件的测量效率也会要求越来越高。而当前工厂内部品质检查的方法是测量一个数据后,由测量人员人工记录在纸张中,或者由一个人测量,另一个人进行记录的操作方式,针对这种情况,只把利用我们的数据采集仪连接到游标卡尺上,采集仪就会自动从游标卡尺中获取测量数据,进行记录,分析计算,形成相应的各类图形,对测量结果进行自动判断等,这种方法真正实现了测量的数据化,不但可以减少由于人工测量所造成的误差,还可以大大提高测量效率。